In the economic world and “green” culture of today, it is wise to look at retrofitting or renovation of old functioning equipment and bring it up to today’s high containment process requirements and standards.
Benefits beyond cost-saving
There are a number of benefits that come with retrofitting and renovating, the impact to the environment being key as often renovated systems operate more energy efficiently.
Utilizing existing equipment can also save time and provide piece of mind that a new system does not have to be validated.
Typically, existing equipment does not have to be re-validated nor do you have to reduce production for new installations, if retrofitted or renovating. This equates to a reduced production time loss and low impact on production.
Another benefit is the fact that operational procedures do not change much, if at all and therefore re-training is not required. This along with applying enhanced clean in place (CIP) systems or the addition of such systems can provide faster equipment turnaround times, leading to more production which will pay for any retrofitting or renovation costs incurred.
Typically an Encapuslator with its ancillary components can be very expensive for fully contained toxic applications. They have a full glovebox approach and their own extraction system (Image 1).

Image 1: Contained capsule filling retrofit
To provide some background, a new contained tablet press and or encapsulation machines cost well over $1.5 million USD. A retrofit cost can be around $100,000 to $200,000 USD. You can typically say that the cost of retrofitting or renovation of existing functioning equipment is about 90 percent less than a new system.
Encapsulator retrofit case study
Taking a case study of an Encapsulator retrofit to handle high containment compounds highlights the benefits. The operation of Encapsulator creates exposure with the dust it creates and along with the added complexity of the ancillary components, such as a de duster/ metal detector in the downstream process.
To upgrade a system such as this, you first have to look at what you are trying to achieve. Do you need nanogram containment or just environmental containment with dust load reduction generated by the Encapsulator?
In this example, the Encapsulator needed to achieve less than 30 nanograms over the sampling/operational period of 1 hour and the control needed to be upgraded to include a HMI and tie into a central DCS system. The Encapsulator was manufacturing capsules for a highly toxic cancer drug. The existing operation required that operators to wear fully contained suits. The process was long and arduous and cleaning the room and various ancillary equipment took days to complete. Understanding the process constraints can be challenging and detailed discussions need to take place.
Meetings with not only the site engineers but also the operators of the equipment provided valuable information and input into the difficulties that occurred and how they could be addressed and incorporated into the design.
During this calculated evaluation the process operations, the Encapsulation functions, including the ancillary support equipment were identified.
The operational procedures took place first, taking into account that safety needed to be addressed and the mechanical interlocks evaluated.
Identification of the exposure risk areas were noted and then the process of designing a suitable containment system took place. Once the design was completed, a full scale mockup was produced. This mockup was then sent to the site to gain operator insight.
The design included the following:
1. Inlet for charging of the API Powder without exposure.
Solution: Provided a contained charging vessel which meant the API off-loading upstream had to be changed. Containment of the vessel was addressed upstream by the implementation of a process Isolator (not discussed in this article). A high containment valve with additional localized extraction was applied. Cleaning was addressed with misting between the valve interfaces, in a two stage operation.
2. Containment of the turret and moving parts of the Encapsulator.
Solution: Addition of local extraction at the largest dust emission site was implemented. An extraction point was located inside the glovebox retrofit with the piping out through the wall of the enclosure. This exhaust was then HEPA filtered so that any material could be captured and assay tests could be done.
3. Creation of a fully contained environment with addressing mechanical operation and maintenance along with safety.
Solution: Complete housing was designed to fit over the whole of the top mechanical portion of the Tablet Press (Image 2). This comprised of internal acrylic bi-fold doors with proximity switches that had to have contact in order for the unit to run. The whole enclosure had strategically placed gloveports and gloves. So if there was a mechanical breakdown, maintenance could open the bi-fold doors via the glove ports and complete repairs through the glove ports. An RTP (Rapid Transport Port) was mounted on the wall of one side of the enclosure to allow tools or materials to come into the mechanical area of the Tablet Press.
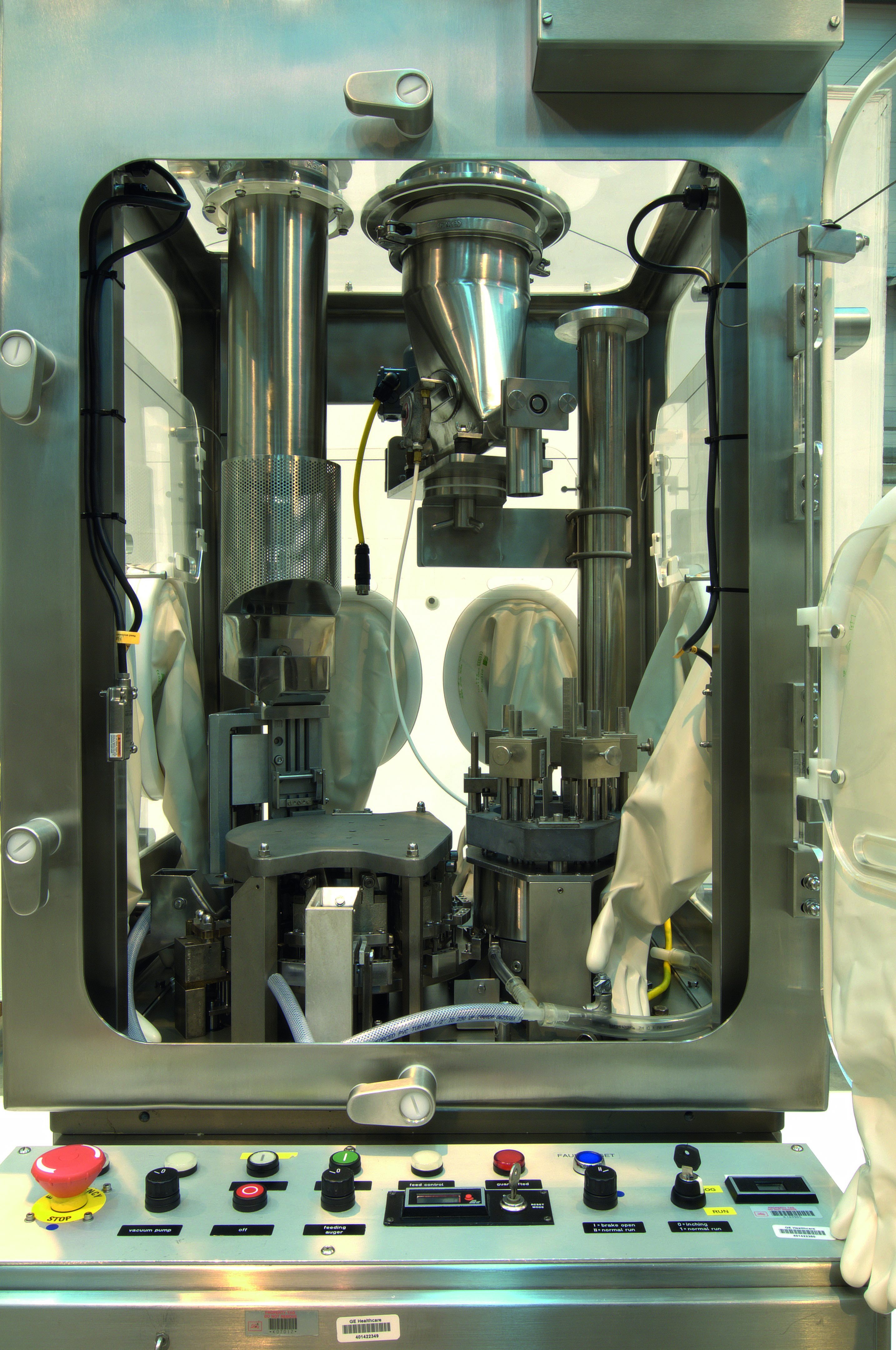
Image 2: Internal view of contained filling system
4. Cleaning of the machine had to be addressed with the collection of any powder residue generated by the operation of the Encapsulator.
Solution: The new containment enclosure was fitted with a hose and a misting nozzle. Along with a Pneumatic vacuum system to allow the operator to vacuum any residue powder. Following this, the misting would be completed. Any areas of the machine that could not be misted would be wiped down via the Glove ports, utilizing wet wipes.
5. Containment of the ancillary components needed to be addressed, composing of the
De dusters, metal detectors; addressing the dust load they generate and providing the required containment (Image 3).

Image 3: Containment of the ancillary components composing of the de-dusters and metal detectors
Solution: Simple acrylic housings with additional extraction and HEPA filtration were applied.
So the system allowed for easy viewing of what was transpiring and straightforward cleaning with the same misting and vacuum approach as the main Encapsulator enclosure.
Two containers on a ‘Y’ chute from the metal detector were fitted with small automated containment valves. A timed stop was implemented so that only one side of the chute was open into a single container. This meant that no damage could occur to the capsules by the opening and closing of the valves.
6. Control of the containment enclosure and the Encapsulator were evaluated and how to implement into the clients DCS system was addressed.
Solution: A HMI which was linked into a Micro Controller. This controller was then tied into the client DSC system.
The impact of retrofitting
In summary, this renovation/retrofit was very successful, low cost and achieved the containment level required. The added benefit to providing a full containment system was the fact that the operators were no longer required to wear full air suits or to clean the whole room saving both time and money. The operators were also far more productive without wearing full gowns.
Manufacturing saw a 12 percent saving in maintenance costs and an increase in production of 28 percent, which in less than two days of operation paid for the retrofit/renovation.
So by looking at old functioning equipment and applying today’s new technology, teaching old equipment new tricks is certainly an attractive option to consider.
Michelle Frisch, MBA, is Senior Technical Systems Manager with Powder Systems Limited in Boise, Idaho. Michelle has been working with the pharmaceutical industry for over 20 years, specializing in high containment technologies, and she is also a member of several American industry committees. www.powdersystems.com



