Due to suspect counterfeit and noncompliant static control gloves buys from online, catalogs and offshore sourcing, one cannot rely upon a supplier Technical Data Sheet as proof of compliance.
Contrary to many government and industry practices, static control or electrostatic discharge (ESD) products cannot be qualified by a visual inspection process. Today, the risk of suspect counterfeit or non-compliant consumables is on par with that of electrical, electronic, and electromechanical (EEE) ESD sensitive devices in the product life cycle.
This article will discuss static control gloves that facilitate charge decay in combination with proper grounding of a person wearing cleanroom coveralls (garments). Also, some physical test methods incorporated in the development of a formalized material qualification list (MQL) for static control compliance will be discussed.
As early as 2006, non-compliant or suspect counterfeit materials were infiltrating the Federal and commercial sector supply lines. In 2010, the author was first to present and publish on Suspect Counterfeit and Non-compliant ESD Materials & Packaging Infiltrating the Space & DoD Supply Chain as a featured speaker for the Annual NASA Quality Leadership Forum, Cape Canaveral. Since that time, industry awareness has greatly increased. Consequently, supply chain quality assurance (medical device and pharmaceutical) is beginning to address risk management and the procurement of static control consumables for the protection and handling of EEE electronic components.
Today’s manufacturing sector requires ESD protection of ultra-sensitive electronic Class 0Z devices at <±50 volts. ESD handling protocols are also required for wafer fabrication, medical devices, small satellites (CubeSats), pharmaceutical delivery, touch screen displays, consumer electronics and mission critical circuit card assemblies for aerospace and defense.
Following a formalized materials qualification process is critical in sourcing ESD materials from the manufacturing floor to long term storage, transport and staging. Moreover, the end user must take a “trust but verify” posture and require evaluation samples from suppliers for qualification testing. This article does not address chemical or particle counts for cleanroom gloves but will focus on some of the main static control glove ESD qualification procedures.
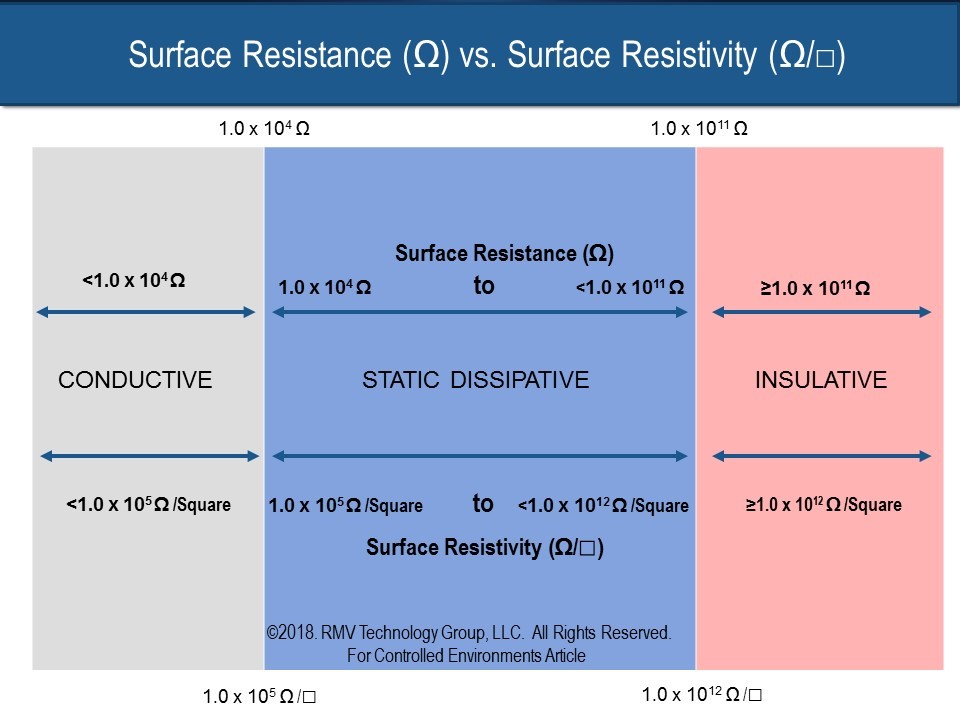
Table 1
During assembly, ANSI/ESD S20.20-2014 ESD testing requirements have been implemented so that supplier products are in conformance. Table 1 illustrates a comparison between surface resistance (ohms) and surface resistivity (ohms/square).
How does one evaluate static control Personal Protective Equipment (PPE) gloves? Two test methods are commonly utilized in the space and defense, semiconductor, wafer fab, medical device and automotive sectors. The first test method is ANSI/ESD SP15.1 (CAFE) that measures glove resistance when worn by an individual (Figure 2, left). ANSI/ESD STM11.11 is also used for comparison purposes before evaluating a glove to ANSI/ESD SP15.1 (Figure 2, right). The second test method is electrostatic decay (Figure 3) at +/-1000 volts to +/-100 volts.
Nitrile glove performance at 12 percent relative humidity (RH) passes due to human contact but may fail surface resistance testing at low RH. For instance, nitrile glove and finger cot styles rely on moisture to provide electrical conductivity with a person. Nitrile gloves are known to measure greater than 1.0 x 1011 ohms using ANSI/ESD STM11.11 at 12% RH. In contrast, when testing as a system using ANSI/ESD SP15.1 at the same conditions, the resistance reading should be <1.0 x 109 ohms.

Figure 2a
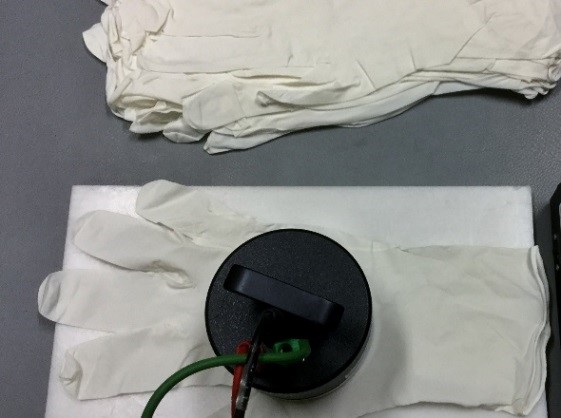
Figure 2b
Most organizations follow the ANSI/ESD S541 surface resistance cut-off limit of <1.0 x 1011 ohms for ESD PPE gloves as the benchmark for performance. Others require <1.0 x 109 ohms, such as Class 0Z ESD sensitive devices.

Figure 3a
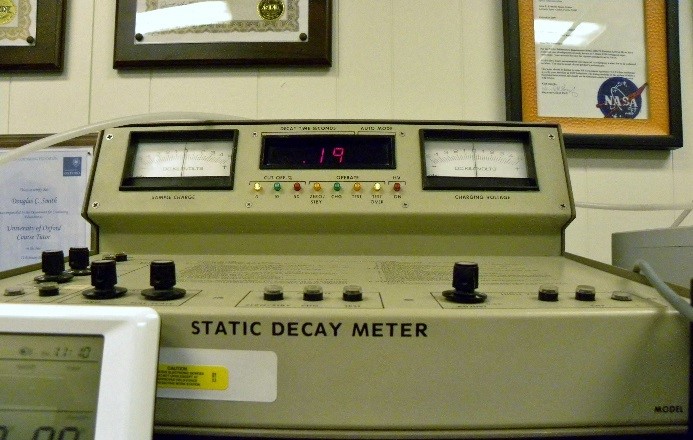
Figure 3b
A cut-off of <2.0 seconds is a well-accepted limit for electrostatic decay testing that can be traced back to MIL-STD-3010C, Method 4046. In this case, the parameters were set to ±1000 volts to ±100 volts.
ANSI/ESD SP15.1 provides an evaluation method to analyze how gloves will interact when worn by testing six pairs. In this test setup, gloves were evaluated at 12%RH ± 3%RH and 50% RH± 3%RH after 48 hours of preconditioning (see Tables 4 to 6). Testing at both RH levels does require, without exception, that samples remain in chamber. Caution: Pulling samples out of the test chamber to complete the test is equivalent to measuring samples at ambient conditions. Due to the rise of non-compliant or suspect laboratories, an end user today is wise to verify not only the test lab’s physical location (such as Google Earth), but also to actually confirm the walk-in environment.
Electrical continuity between the glove, human skin and cleanroom coveralls to ground begins with an ESD safe garment that prevents charge bleed-off. Otherwise, charge build-up to several thousand volts can take place. Electrostatic attraction (ESA) and ESD safe coveralls should measure <1.0 x 1011 ohms through the gloves with a human and footwear in combination with the flooring system. To illustrate the importance of ESD coveralls and glove integrity with footwear, ANSI/ESD STM97.2 was utilized (see Figures 4 and 5).
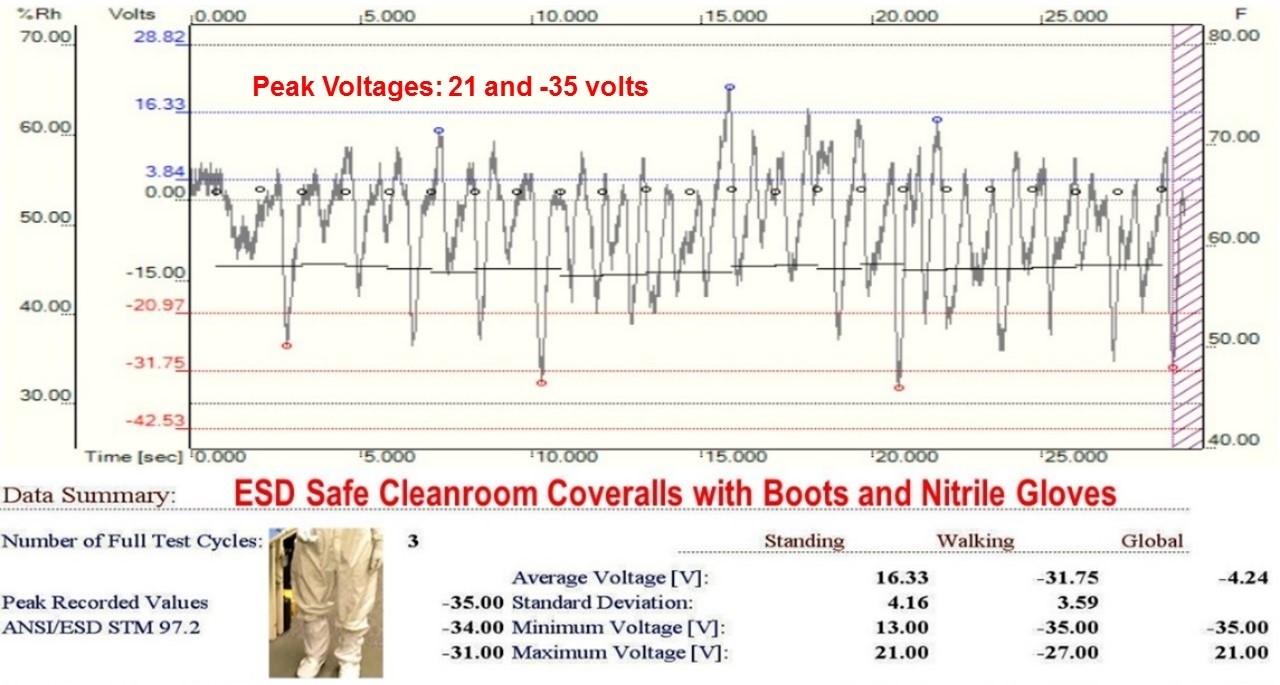
Figure 4
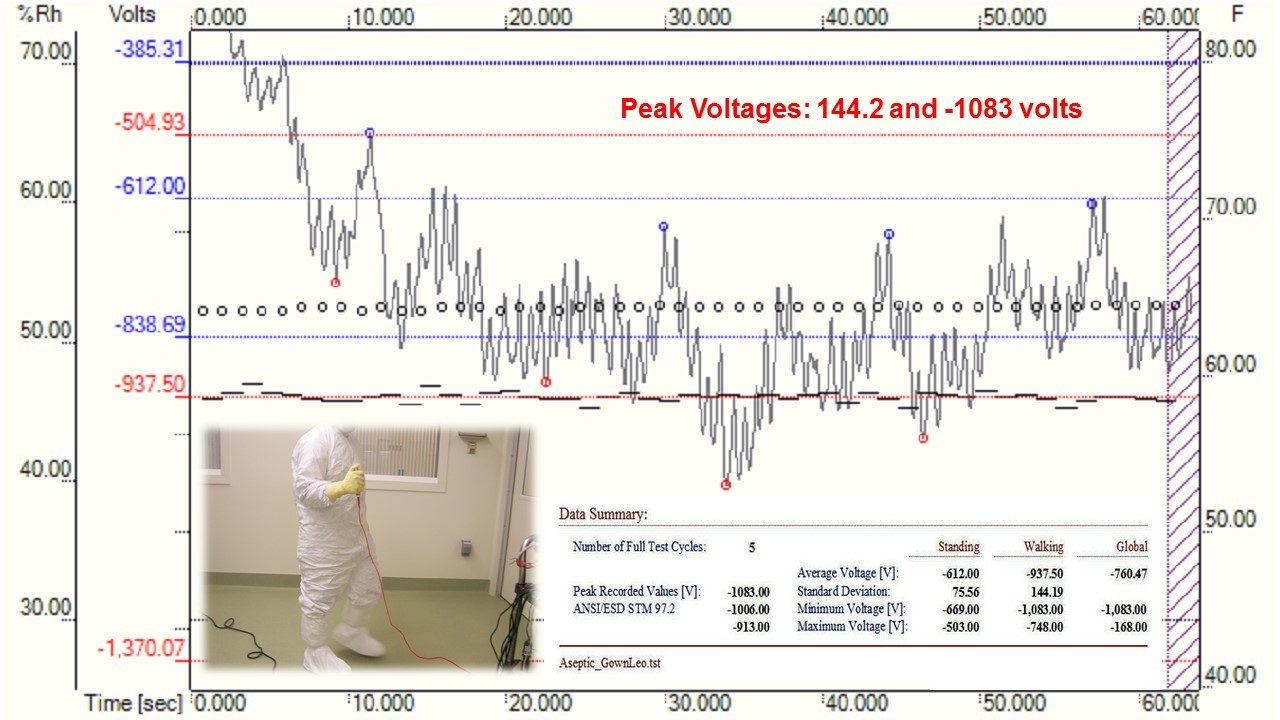
Figure 5
ESD- and ESA-safe cleanroom coveralls with forearm elastomer cuffs will insure a firm contact with the skin. ESD-safe footwear and metal snaps attached to coveralls facilitate a path to ground. In addition, static dissipative gloves must be used.
In Figure 4, the operator wearing static control boots, a snug cleanroom garment cuff and ESD-safe nitrile gloves generated peak voltages of 21 and -35 volts (ANSI/ESD STM97.2). In contrast, another operator wearing static control cleanroom coveralls and insulative latex gloves generated a peak voltage of 144.2 and -1083 volts while walking on an ESD safe floor (see Figure 5).
ESD Glove Qualification
First, the ANSI/ESD STM11.11 test method (Figure 6) was conducted for the nitrile cleanroom gloves.

Figure 6a

Figure 6b
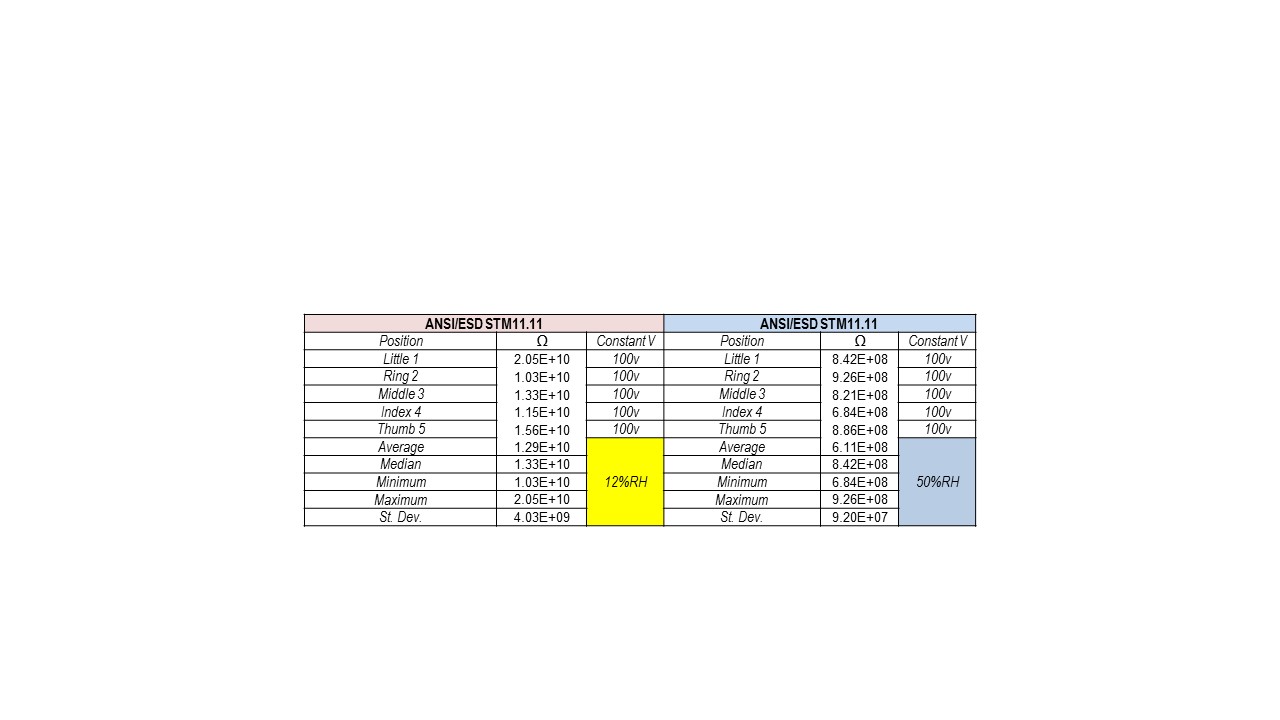
11.7 percent RH (low) and 50.3 percent RH (moderate) at 72.9 F after 48 Hours of Preconditioning.
The surface resistance in Tables 2 and 3 for Nitrile gloves measured <1.0 x 1011 ohms.
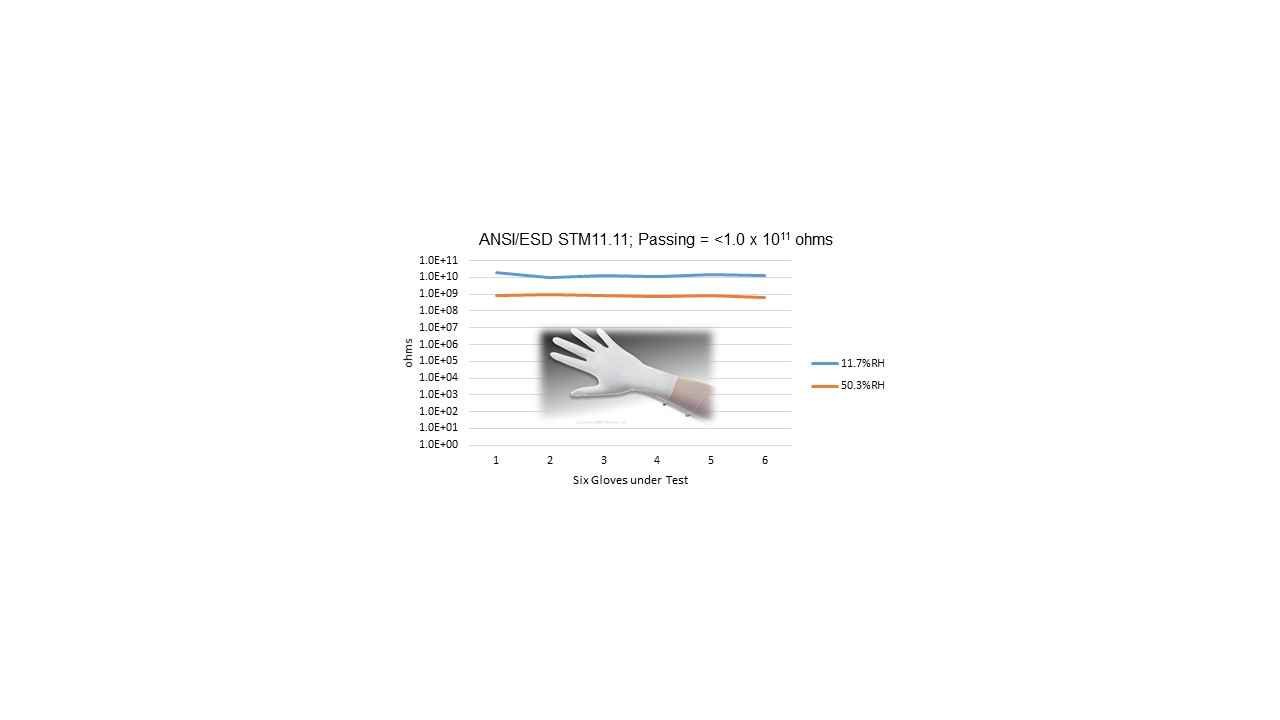
Table 3

Figure 7
Second, the CAFE resistance test per ANSI/ESD SP15.1 was conducted at 12%RH and 50%RH after 48 hours of preconditioning in a walk-in environment. Favorable findings are illustrated in Tables 4 to 6.
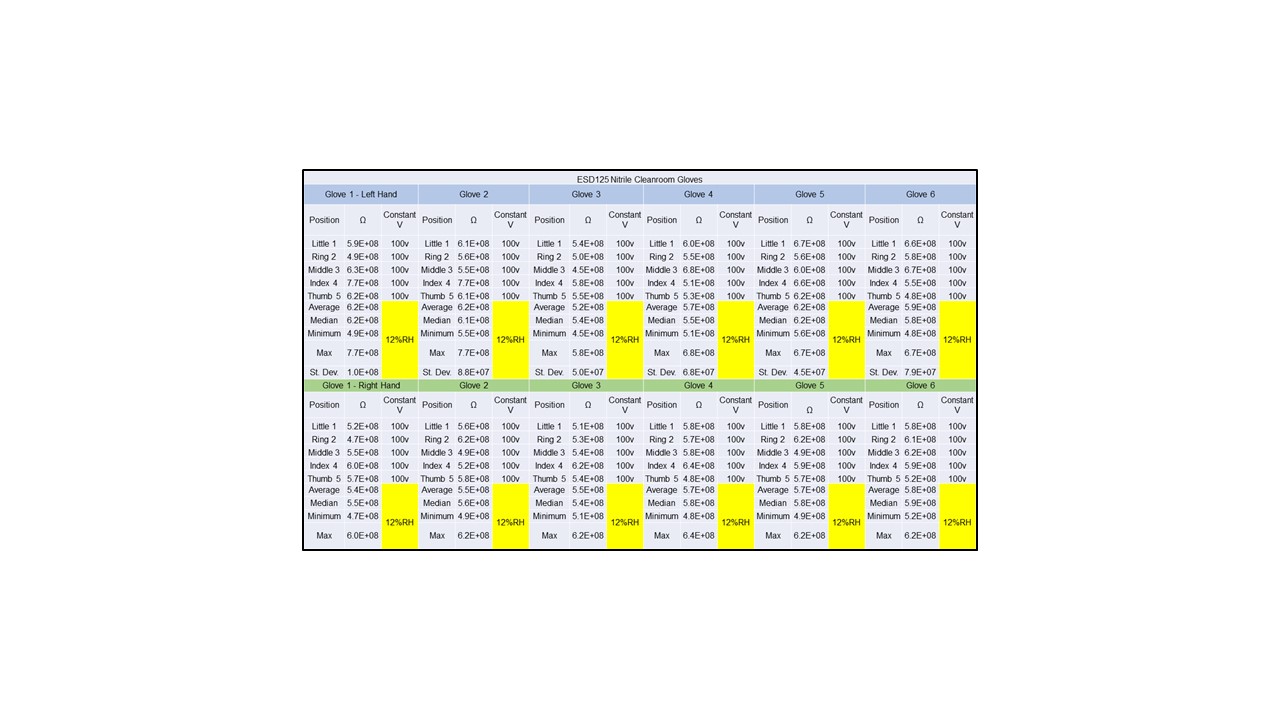
Table 4
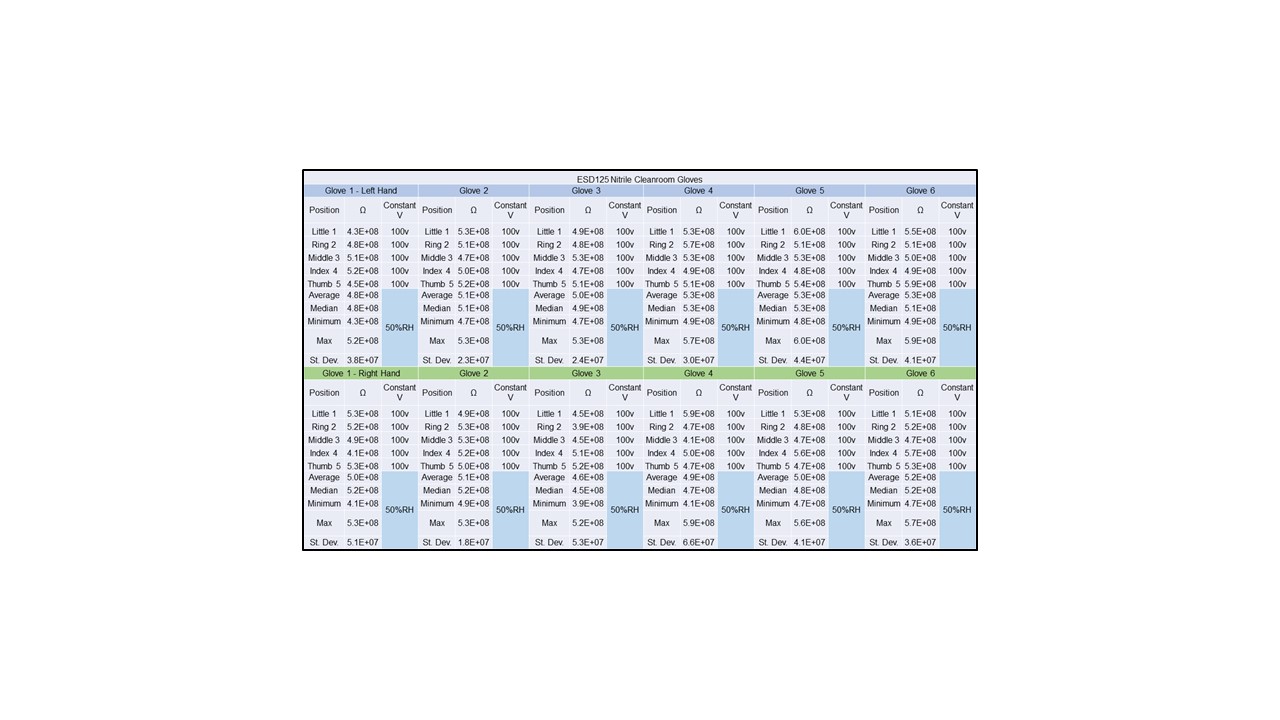
Table 5
The ESD-safe nitrile gloves produced favorable results at both relative humidity (RH) levels for 12 pairs after 48 hours of preconditioning. In short, the operator should utilize static control coveralls that incorporate ESD-safe footwear and static control elastomer cuffs to facilitate a path to ground on a static dissipative flooring system.
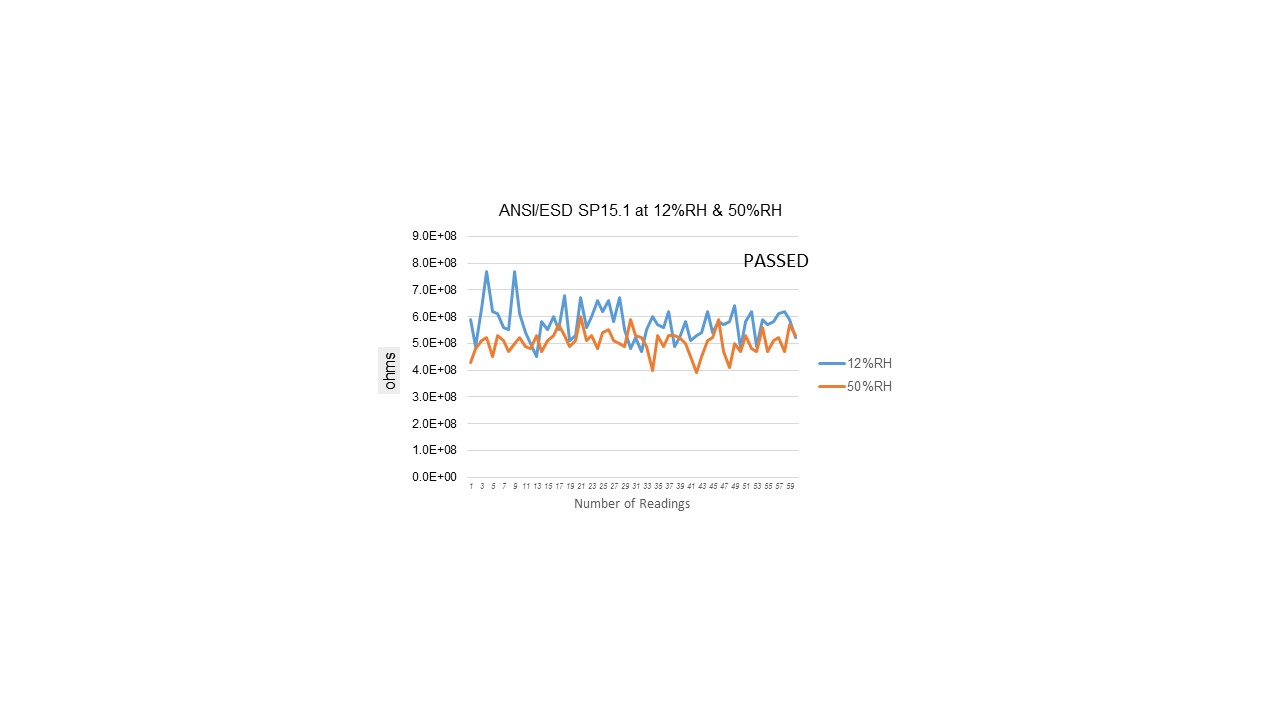
Table 6
Third, electrostatic decay testing per MIL-STD-3010C, Method 4046 (Dry) was utilized to measure the rate of decay from ±1000 volts to ±100 volts. Static decay should take place in <2.0 seconds.

Figure 8a

Figure 8b
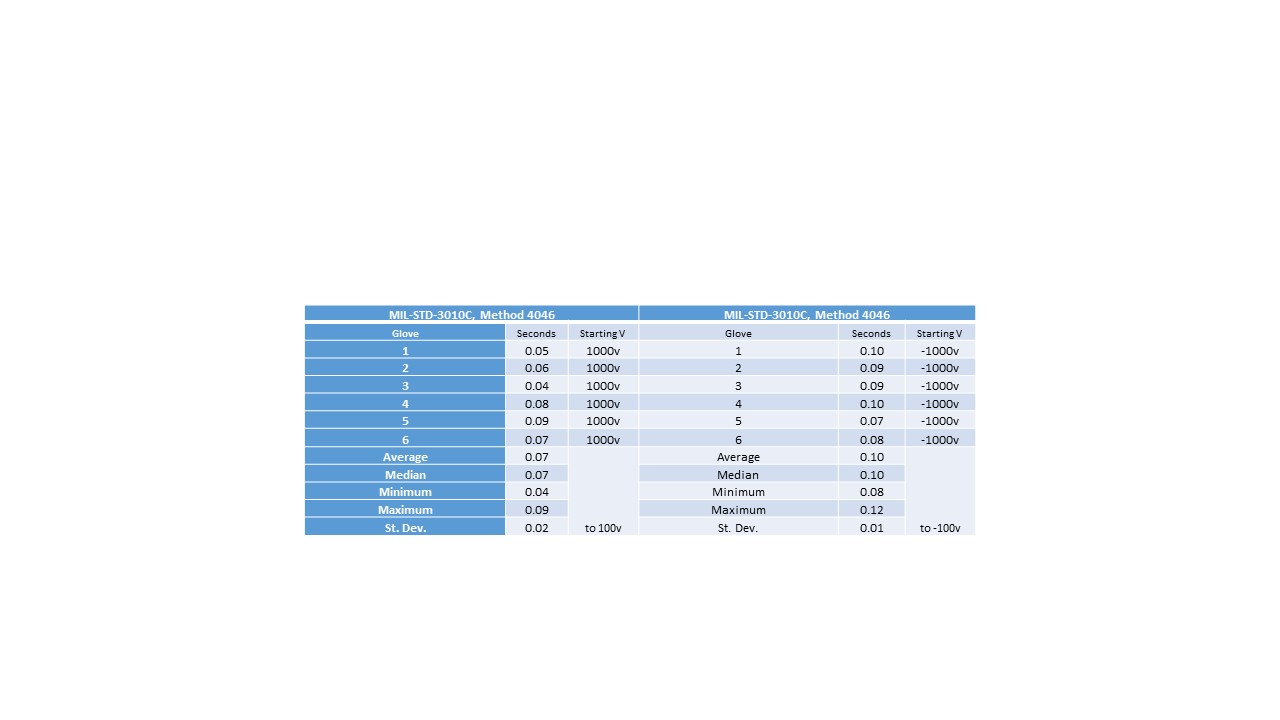
Table 7
Observe in Tables 7 and 8 that the static control nitrile cleanroom gloves performed at <2.0 seconds.
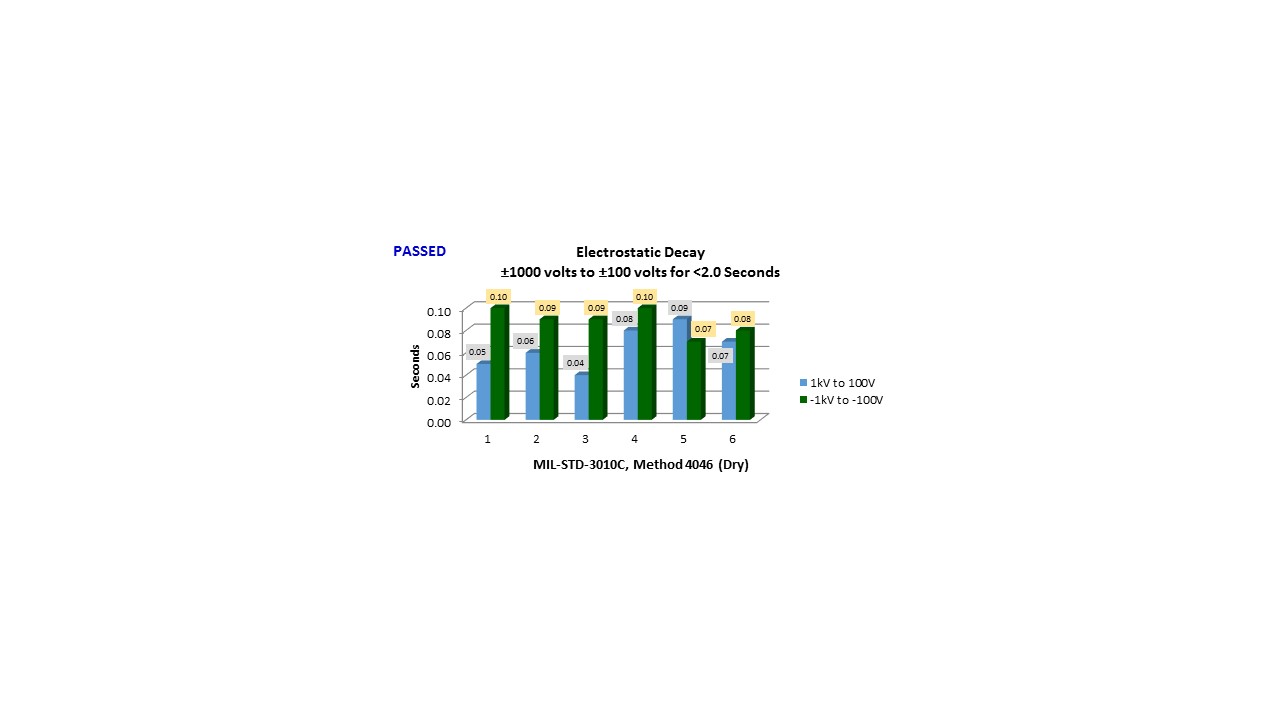
Table 8
In short, the author utilized ANSI/ESD SP15.1 and Electrostatic Decay per MIL-STD-3010C, Method 4046 tests for passing results of the QRP ESD 125 gloves provided to RMV for this article. Moreover, third party or in-house testing insures a higher level of confidence for verification of a vendor product claims. For this reason, the risk of suspect counterfeit or non-compliant static control products in the supply chain is mitigated or avoided.
In conclusion, one needs to request third party test data from the supplier or qualification samples to conduct in house testing. It should be noted that this article does not address chemical considerations.
The author offers special acknowledgement and thanks to Duncan Casselman, who generously provided samples of QRP ESD 125 cleanroom nitrile gloves for this article. [email protected]
References
- ANSI/ESD SP15.1
- MIL-STD-3010C, Method 4046
- ANSI/ESD S20.20
- ANSI/ESD S541
Bob Vermillion, CPP, Fellow, is a Certified ESD and Product Safety Engineer-iNARTE with proven subject matter expertise in the mitigation of Triboelectrification for Space, Lunar and Mars surfaces and troubleshooting of robotics, systems and engineered materials (displays, flexible electronics, 3D materials) for aerospace and defense, medical device, pharmaceutical, biotechnology, automotive and the electronics sectors. Bob is the co-author of several ANSI level ESD documents. He formerly served on the BoD with iNARTE until its acquisition by Exemplar Global. Since 2014, Bob is an active member of the NASA IAWG for ESD, Founder and Co-Chair of the SAE G19 Sub-Committee for Packaging of EEE parts.



