A Minienvironment is an enclosure equipped with a fan and filter unit which isolates the product or process from its surrounding environment. Minienvironment or barrier cleanrooms are commonly employed in the semiconductor and pharmaceutical industries to create isolated spaces within a cleanroom to provide better control on cleanliness and prevent contamination.
Minienvironments also isolate products and operators from each other to avoid any cross contamination. In minienvironment cleanrooms, particle generation sources are typically isolated by placing them in a much smaller enclosure than the surrounding cleanroom such that unidirectional (laminar) airflow can be easily maintained. This design approach also significantly reduces the overall airflow requirement and makes it more energy efficient. It further reduces the cost of equipment, installation, and maintenance.
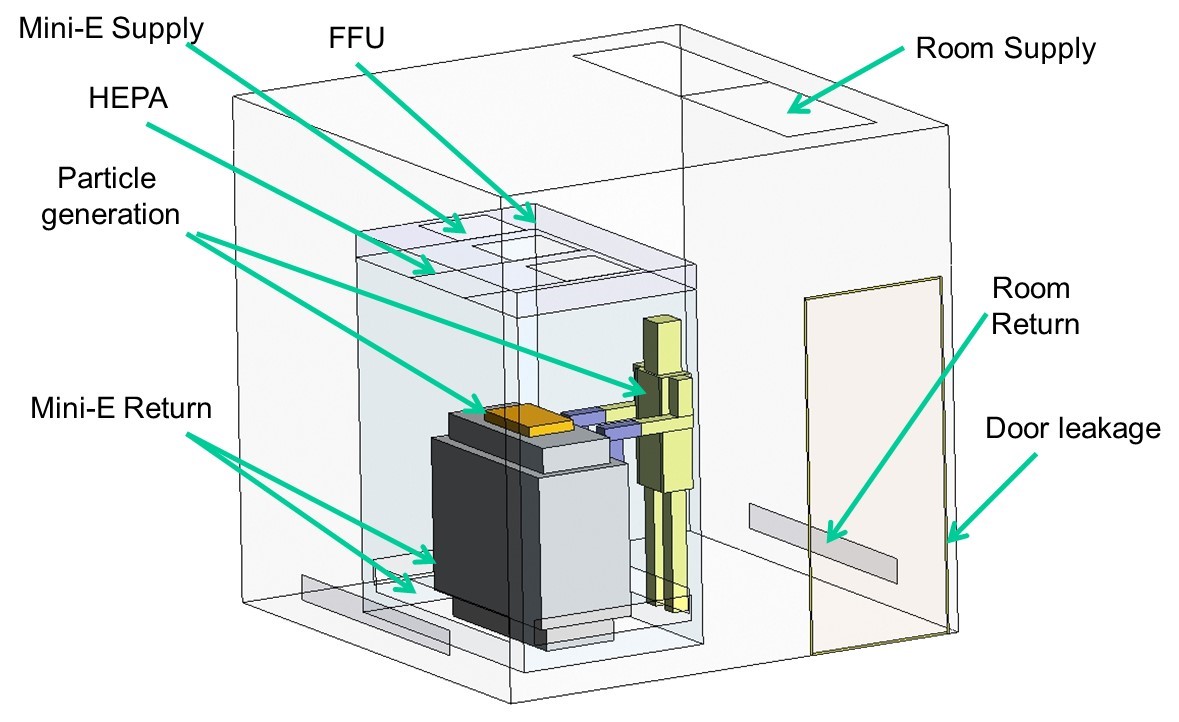
Figure 1: Schematic of CFD model for the virtual cleanroom with minienvironment chamber. Image: AnSight LLC
Air is the primary carrier of particulates and contaminants from the source to air return locations in the cleanrooms. Therefore, proper management of airflow patterns is crucial to ensure a desired level of cleanliness within cleanrooms. Depending on the level of cleanliness (class of the cleanroom) the required airflow rates vary from a few to few hundred air changes per hour (ACH).
Ideally the air supplied to the cleanroom should effectively sweep the contaminants and follow a “single pass” flow path from the supply to return location without any recirculation and mixing. Maintaining high airflow rates with unidirectional airflow especially for large cleanrooms is energy intensive and cost prohibitive.
The performance and energy efficiency of minienvironment cleanrooms can depend on several factors including the design of minienvironment chamber, particle generation rate, associated air change rates for the minienvironment chamber, and the location and number of air supply and return diffusers in the space.
However, the level of cleanliness that needs to be maintained for the surrounding cleanroom spaces which host the minienvironment chambers is unclear. Often designers use conservative estimates for air change rates for such spaces which can offset the benefits of energy efficiency for minienvironment cleanrooms.
This study, with the help of Computational Fluid Dynamics (CFD) analysis, attempts to answer this question. It evaluates the impact of supply air flow rates (air change rates) on the airflow patterns and resulting distribution of particle concentration in the minienvironment chamber as well as in the surrounding cleanroom. Furthermore, the effect of supply air location on the particle concentration specifically in the vicinity of the operator is also evaluated for minienvironment cleanrooms with low supply airflow rate.
Virtual Cleanroom
A three-dimensional CFD model of a virtual minienvironment cleanroom is developed for this study. The cleanroom includes the minienvironment chamber, locations of two air supply diffusers in the cleanroom, locations of two air returns on the opposite walls of the cleanroom, and the operator. The minienvironment chamber contains a work table with a sample on the top which is a source of particle generation.
Another source of particle generation in the room is assumed to be from the operator’s gown. The Minienvironment chamber is equipped with Fan Filter Unit (FFU) along with three HEPA filters located on the top of the chamber. A total four air returns on each side of the minienvironment are located at the bottom of the chamber.
The clean supply air from the FFU at the top passes through the chamber, picks up particles generated from the sample, and returns to the room through four air returns near the bottom. Part of the air from the room supply diffusers mixes with this return air from the minienvironment chamber and is supplied back to the chamber through FFU.
For the base case analysis the supply air flow rates for the room and for the minienvironment were maintained at 75 ACH and 300 ACH, respectively. For the subsequent analysis these supply airflow rates were reduced by 50 percent keeping the same supply airflow rate ratio between the minienvironment and the room.
The rate of particle generation from the sample in the minienvironment was assumed to be 250,000 particles/min and was kept constant for the all the cases analyzed in this study. The rate of particle generation in the room from the operator’s gown was also maintained constant and was assumed to be 60,000 particles/min.
Since the supply air enters the minienvironment chamber through the HEPA filters covering the entire ceiling of the chamber, maintaining such unidirectional flow becomes much easier for a smaller section.
It should be noted that the reduction in the supply airflow rates by 50 percent does not significantly affect the airflow patterns in the room or in the chamber. Even with the reduced air velocity, the return air from the minienvironment chamber still entrains into the supply air stream behind the operator and creates very similar recirculation patterns.
Also reduced airflow rate to the minienvironment chamber does not affect the unidirectional airflow pattern. It indicates the rate of supply air or ACH has a little effect on the airflow patterns.
Particle Distribution
CFD analysis predicts concentration of particles and its distribution in a cleanroom. This analysis shows that the particles generated within the minienvironment chamber are carried by the air and enter the surrounding cleanroom through the lower return outlets.
As a result the particle concentrations in the lower section of the room are higher than in the upper section. The particle concentration in the chamber increases from the ceiling to the floor mirroring the unidirectional airflow pattern shown in Figure 3.
As expected the highest particle concentration surrounds the sample, where particles are generated. The other source of particle generation is from the operator’s gown near the chest of the operator in the main room.
Figure 5 shows a “cloud” of particles with a concentration of 1000+ particles/ft3 level. The particle concentration beneath this cloud can be more than 1000 particles/ft3. The zones of highest particle concentration are in the vicinity of the sources and in the return air streams. Similarly, Figure 6 displays particle concentration using a three-dimensional “fog” indicating zones of high and low particle concentration. These figures clearly indicate high level of particle concentration around the operator. Depending on the nature and composition of particles a high particle concentration around the operator may not be desirable.
The reduction in the supply airflow rates results in spreading the zone of high particle concentration in the room. This zone extends above the operator’s head reaching the ceiling of the room and surrounding the minienvironment chamber. As expected, reduction in the airflow rate increases the level of particle concentration.
However, it is interesting to note that the reduction in airflow rate has a little effect on the particle distribution in the minienvironment chamber. Reduction in the supply airflow rate increases the overall particle concentration in the room, however, the presence of HEPA filters in FFU maintain a similar level of clean air in the minienvironment chamber.
This is also evident in the comparison of particle clouds shown in Figure 5. The reduction in the airflow rate has a little effect on the zone of highest particle concentration in the chamber as well as in the zone surrounding the operator. In both cases the zone of highest particle concentration is limited to the vicinity of the sources of particle generation and reduction in the airflow rate does not extend this zone significantly to other regions.
This analysis indicates that minienvironment cleanrooms can be operated at lower air change rates without significantly affecting the cleanliness of the minienvironment provided that the resulting higher particle concentration in the cleanroom are of less concern. Furthermore, the distribution of particle concentration in the cleanroom and minienvironment is not uniform, and room conditions are not well-mixed, as is often assumed during the design process.
Effect of Supply Air Location
As mentioned before, reduction in the supply airflow rate increases the zone of high particle concentration surrounding the operator which may not be desirable. An attempt was made to evaluate whether moving the supply of clean air directly above the operator can mitigate this situation.
Relocation of the diffuser allows clean supply air to flow straight downward and surround the operator as opposed to behind the operator as in the previous case. It helps in significant reduction in the entrainment and recirculation of the contaminated return air from the minienvironment chamber into the room supply air.
This modified airflow patterns significantly affect the particle distribution in the room. The particle concentration in the upper half of the cleanroom reduces significantly and the zone of high concentration moves downward and remains predominantly in the lower section of the room. Since the minienvironment chamber is isolated from the cleanroom’s airflow patterns, relocation of the supply diffuser has little effect on the airflow patterns inside the chamber.
As shown by the particle cloud of 1000 particles/ft3, the zone of highest particle concentration remains in the vicinity of the particle-generating sources. However, due to reduced entrainment of the contaminated air from the minienvironment chamber and the supply of clean air directly above the operator, the zone of highest particle concentration dropped below the operator’s head. The comparison of particle fog shows clear separation between the clean and contaminated zones of the room indicating a cleaner environment in the upper section of the cleanroom surrounding the FFU inlets and the operator’s head.
Although such modification in the HVAC design configuration does not entirely eliminate the zone of high concentration surrounding the operator it does help to reduce it significantly. It should be noted that these analyses are performed with 50 percent reduced supply airflow rates. Preventing the recirculation of the contaminated return air generated from the minienvironment may further reduce the particle concentration surrounding the operator.
Minienvironment cleanrooms which are often employed to isolate the sources of contaminants from its surrounding also help in maintaining better control on the cleanliness level, reduce overall airflow requirement, and easily maintain laminar airflow patterns.
This CFD analysis provides valuable insights into the airflow patterns and resulting particle distribution in minienvironment cleanrooms. It indicates that minienvironment cleanrooms can be operated at lower air change rates without significantly affecting the overall cleanliness level of the minienvironment chamber provided the lower cleanliness levels in the surrounding cleanroom are acceptable. The rate of supply air has a little impact on the airflow patterns.
However, reducing the supply airflow rates contaminates the room by spreading the zone of high particle concentration to a larger area surrounding the operator and the minienvironment chamber. Strong entrainment flows may distribute the particles exiting from the minienvironment to the rest of the room and may increase particle concentration levels surrounding the operator.
Location of the supply diffusers has greater impact on the airflow patterns and on the resulting distribution of the particles in the room than the supply airflow rates. Moving the air supply directly over the operator helps in lowering the zone of high particle concentration in the room which may further help reduce the risk of contaminant exposure. Particle concentration in the cleanroom is not uniform and well-mixed as is often assumed during the design process.
Finally, this study indicates the need for systematic evaluation of design and operating parameters for optimizing HVAC configuration for minienvironment cleanrooms which may help to reduce the supply airflow rates. Such evaluations can be performed during the early stages of the design using Computational Fluid Dynamics (CFD).
Kishor Khankari, Ph.D., Fellow ASHRAE, is the President of AnSight LLC in Ann Arbor, Michigan.