Endotoxin is a major constituent of the outer cell membrane of gram negative bacteria. Typically, endotoxins are released to surroundings when the bacterium dies and the cells are disrupted. Since bacteria can grow in nutrient-poor media such as water, saline, and buffers, endotoxins are found almost everywhere. Due to their ubiquitous nature, endotoxins are persistent biocontaminants that deposit and adhere to many materials. High concentrations are found where bacteria accumulate or are to be used for technical purposes, such as in bioprocessing.
Chemically, endotoxins are lipopolysaccharides that consist of three different regions: a non-polar lipid component (lipid A), the toxically active part and the most conservative part of endotoxin among different bacteria with few exceptions; the so-called core oligosaccharide; and a heteropolysaccharide representing the surface antigen (O-antigen). Endotoxin molecules exhibit a net negative charge in common protein solutions due to the presence of phosphate groups formed by the phosphorylation of lipid A and core oligosaccharide regions. The molar mass of an endotoxin monomer ranges from approximately 10–20 kDa. Endotoxin molecules form aggregates with high stability in lamellar, cubic, and hexagonal inverted arrangements, such as micelles and vesicles, with diameters up to 0.1 mm.
Effect of endotoxins
Endotoxin contamination and its adverse effects on human beings is a very important topic for the biotech manufacturing and formulation industry as well as medical device specialists and biomaterial scientists. When introduced into the bloodstream, endotoxins activate the immune system, resulting in the release of mediators, such as tumor necrosis factor, several interleukins, prostaglandins, colony stimulating factor, platelet activating factor, and free radicals having potent biological activity for adverse effects. Any superfluous endotoxin exposure must be strictly avoided to prevent complications, especially with intravenous medications. Endotoxin testing has therefore become an important part of the quality assessment of pharmaceutical preparations.
Peptide manufacturing
Peptides are small protein molecules typically having less than 50 amino acids chain length. They can be made by different methods, the most accepted industrial method being solid phase peptide synthesis (SPPS), especially for peptides with more than 10 amino acids. Smaller peptides could be conveniently made by solution phase synthesis in large quantities. In the SPPS method, amino acids are assembled on a polymeric resin (insoluble support) one by one until the desired sequence is completed. In the solution phase, the reaction is done in solution, recovering the product after each amino acid coupling followed by the next coupling until the desired peptide is made. In both cases, side chain protecting groups on the amino acids (side chains are protected to avoid cross-reaction during peptide synthesis) are removed and then the crude peptide is purified. In few cases, peptides are manufactured by recombinant technology and fermentation process.

A 294-liter tray lyophilizer located in a cleanroom cGMP facility. Image: Jun Clemente, American Peptide Co.
Though most peptides are made synthetically, Part 21 CFR 601.2 of U.S. Food and Drug Administration (FDA) regulations classifies peptides as specified biologics. Therapeutic quantities of most macromolecules do not pass easily through the skin or mucus membranes without penetration-enhancing techniques, such as detergents or electric impulses, increasing the likelihood of irritation or other side effects. For this reason, many protein and peptide drugs have to be delivered by injection or a nano-needle array.
As long as endotoxins get into contact with the skin or digestive system, they are tolerated quite well (certain lung diseases are known to be linked to endotoxin inhalation). For breathing, the limit for endotoxin in air is fixed at 20 ng/m3 or 200 EU/m3. For intravenous applications, the limit is 5 EU/kg body weight an hour according to European Pharmacopoeia, 1997. The term EU denotes the biological activity of endotoxins—one unit of EU corresponds to 100 pg of standard endotoxin.
Most pharmaceutical companies test oral solid dosage forms for microbial bioburden on a routine basis. However, routine testing of many products is not necessary because the low water activity of these products will not promote the proliferation of microorganisms, and various manufacturing processes for oral solid dosage forms create hostile environments for microorganisms. Pharmaceutical manufacturing processes are designed to prevent objectionable microorganisms in drug products not required to be sterile. Hence, it is expected that oral solid dosage forms will have a natural microbial load of non-objectionable microorganisms. Low levels of Pseudomonas spp. and similar microorganisms administered orally are very unlikely to present a risk to patients.
Sources of endotoxin contamination in peptides
Drug manufacturers must evaluate whether endotoxin contamination is released from within the production process or is introduced by other factors. During the initial stages of synthesis and cleavage, endotoxin contamination is not a significant issue as the material has to undergo other important steps to be converted into a drug substance, and a hostile environment is typically created in the presence of organic solvents. The most critical step is the purification process that uses aqueous buffers; at the end of the process, purified peptide exists as a dilute solution in the buffer. At this stage, peptide solution could be contaminated with endotoxin in different ways, including contamination of buffer used for purification, equipment contamination (such as chromatography columns, tubing, and glassware), and discharge from employees and protective cloths.

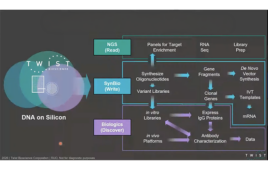
Manufacturing of peptides and possible critical areas of endotoxin contamination. Source: American Peptide Co.
In the next step, the peptide solution is taken for lyophilization and freeze-dried. In some cases, dilute peptide solution after purification is concentrated using a rotary evaporator prior to lyophilization. These are critical steps in terms of endotoxin contamination or exposure as any mistakes could compromise product quality. The product could get contaminated inside a rotary evaporator if the system was not properly cleaned, or while releasing vacuum during the process. Improper handling of the purified peptide solution while freezing the sample prior to lyophilization also could contribute to contamination. During peptide drying, the sample is constantly engaged with the lyophilizer for more than 12 hours and any improper cleaning of the system will negatively impact the product quality. In the last step, the dried peptide is transferred into a bottle, securely closed, and kept under controlled conditions until further use. In this step, endotoxin contamination can occur due to improper handling and from external sources.
Preventing endotoxin contamination in peptides
Peptides used for clinical applications are made under cGMP guidelines by adopting a production and testing practice that helps to ensure a quality product. The FDA has set maximum permissible endotoxin levels for drugs distributed in the United States as: drug (injectable, intrathecal) – 0.2 EU/kg product; drug (injectable, non-intrathecal) – 5 EU/kg product; and sterile water – 0.25-0.5 EU/mL (depends on intended use). Hence, peptide manufacturers often target much lower than permissible values of endotoxin during bulk drug production.
The most important final steps of purification, lyophilization, and bottling must be done in a controlled environment. Peptide purification and lyophilization can be done in a Class 100,000 cleanroom (ISO Class 8), while final bottling/packaging can be performed in a Class 10,000 (ISO Class 7) cleanroom. In drug formulation, sterile products are handled in a Class 100 (ISO Class 5) cleanroom prior to and during filling and closing operations.
The suitability and performance of water systems to produce water of acceptable chemical and microbiological quality must be validated prior to its use in peptide production. The validation comprises system design qualification, installation qualification, operational qualification, and performance qualification. Endotoxin contamination in aqueous buffers can be prevented by using USP pharmaceutical grade water for buffer preparation in the purification area. Water can be purified using a reverse osmosis system followed by subsequent polishing (UV light, 0.2 μm filtration and deionizer) prior to circulating to the manufacturing purification point of use. The USP purified water needs to be routinely monitored for conductivity, continuous inline total organic carbon, bioburden, and endotoxin to verify conformance with USP purified water standards and written internal specifications. The buffer tank has to be rinsed with USP pharmaceutical grade water prior to making buffers.
The high performance liquid chromatography (HPLC) equipment used for purification must be rinsed with appropriate solvents/buffers prior to use and a clean out test could also include endotoxin testing. Endotoxins are removed during HPLC purification by binding strongly to silica. After HPLC purification of peptides, the peptide solution is expected to meet the endotoxin specifications for clinical use provided the buffer/eluent is not contaminated. However, endotoxin accumulated on the HPLC column could be released at later stages of purification or when the same column is used for a subsequent purification step. The column must be sanitized after each purification step using dilute sodium hydroxide solution or phosphoric acid-isopropanol mixtures or any other suitable methods that remove endotoxins. The use of tray lyophilizers will improve product handling since both the freezing and drying of purified peptide solution takes place inside the lyophilizer, compared to bottle lyophilizers where pre-freezing of peptide solution in several bottles is required.
All glassware used in the process must be depyrogenated and properly sanitized protective ware and clothing must be used in the area. Adequate cleaning, drying, and storage of equipment will control bioburden and prevent contribution of endotoxin load. Equipment should be designed to be easily assembled and disassembled, cleaned, sanitized, and/or sterilized. Employee hygiene is a very important factor inside the cleanroom facility.
Conclusion
Most peptide drugs are delivered to patients via parenteral methods (injection). Endotoxin contamination of peptide can occur as a result of poor cGMP controls. Qualification, validation, and monitoring of process, equipment, water, and other controls are crucial for preserving product quality and integrity in cGMP manufacturing of peptides.
References
1. Suvarna K., et al. Case Studies of Microbial Contamination in Biologic Product Manufacturing. American Pharmaceutical Review. 2011;Jan-Feb:50-56.
2. Lolas A, Metcalfe J. Evaluation of the Microbial Growth Potential of Pharmaceutical Drug Products and Quality by Design. PDA J. Pharm. Sci. and Tech. 2011;65(1):63-70.
3. Gusarov D, Sokolova I, Vorobjeva T, Brykova N. Positively Charged Proteins: Separation and Depyrogenation By Means Of HPLC (By The Example Of Recombinant Histone H1.3 Variant. Biopharmaceutical Journal. 2011;3(1):16-23.
4. Dudley A, et al. Removal of endotoxin by reverse phase HPLC abolishes anti-endothelial cell activity of bacterially expressed plasminogen kringle. BioTechniques. 2003;35 (4):724-730.
5. Petsch D, Anspach FB. Endotoxin removal from protein solutions. Journal of Biotechnology. 2000;76:97-119.
Jyothi Thundimadathil has more than 10 years of experience in peptide chemistry, previously serving as chemistry director and R&D group leader in industry. He has published about 40 papers, including book chapters and patents. Contact: [email protected]
This article appeared in the November/December 2012 issue of Controlled Environments.