Desiccator storage has become critical in more and more manufacturing operations. A look at the costly effects of moisture exposure explains why.
As critical components become smaller and more sophisticated, their susceptibility to moisture damage increases. Once absorbed by sensitive components, water creates a number of potentially disastrous conditions. Even minute traces of oxidation, the most notorious result of moisture exposure, can degrade soldering and other manufacturing processes.
Because water dissolves ionic contaminants, it also alters the conductivity of the material, which in turn can degrade electrical function. Water also combines with other materials, causing harmful chemical reactions that degrade pharmaceutical samples and chemical mixtures.
The dwell effect
As bad as these problems are, the damage is worse when it’s not immediately detected. For example, integrated circuits (ICs) that have absorbed substantial amounts of water may not show signs of degradation until late in the manufacturing process. These “walking wounded” parts may not fail until they have been shipped to a customer or been installed in increasingly more complex and expensive assemblies.
Moisture-related damage is also common in package bonding. If the integrated circuit packages have been in inventory for more than six months but inadequately protected against moisture, leads will oxidize, solder joints will fail, and board yields will drop.

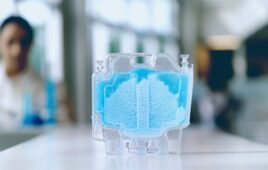
The NitroPlex multiplex humidity desiccator features automatic control systems for precise regulation of relative humidity; shown here is a version that interfaces with a smart phone app. All images: Terra Universal.
This deferred “dwell effect” of moisture exposure is perhaps the most economically compelling reason to provide a clean, dry storage environment at every stage of your manufacturing process, regardless of your product line. For instance, dry storage inhibits growth of organic contaminants and retards other chemical reactions that degrade pharmaceuticals. Desiccators provide an inert gas environment for storing volatile chemicals. They can also be used for slow, controlled drying, and are available with customized heating capabilities. In addition, the dry, inert environment inside a desiccator is ideal for storage of biological samples, including forensic materials, DNA samples, and biological cultures.
Nitrogen-purged desiccators vs. the alternatives
One common method of dealing with moisture contamination is to remove it before each manufacturing step. In the semiconductor industry, vacuum processing and bake-and-bag methods of IC drying accomplish this, but these operations slow down production, particularly if they must be repeated several times in the course of circuit manufacturing. Further, these baking and sealing processes themselves expose parts to thermal extremes that can cause damage.
Desiccant-based dry storage avoids some of these drawbacks, but introduces others. These systems remove moisture from an incoming supply line of air (or other process gas) and often feature dual-tower designs that perform on-line drying and off-line regeneration simultaneously for continuous operation. Such systems can be effective, but they require heating/drying components that may not be reliable. Further, they must be closely monitored to ensure that incoming gas flow remains below a critical humidity threshold. Their complexity and high operating costs makes them prohibitively expensive for long-term storage applications.
As an alternative to desiccant dryers, nitrogen-purged desiccator systems maintain dry conditions relatively cheaply and conveniently. Nitrogen is the standard medium for contamination-free storage because it is relatively inert – it neither reacts with stored materials nor carries moisture – and because it can be isolated and purified relatively inexpensively.
Desiccator cabinets must be set up so that an appropriate flow of nitrogen forces out all moisture- and contamination-laden air. Because nitrogen has a lower specific gravity than air, it is introduced into the upper section of the desiccator; the heavier air is then purged out of the bottom.
Failure to maintain the appropriate nitrogen flow into a desiccator, or to bleed the cabinet effectively, can be devastating. Once inside a desiccator, moisture can penetrate the molecular structure of stored components, requiring baking or vacuum processing. (See the feature at the bottom of the article for more details on efficient operations of nitrogen-purged desiccators.)
Recovery time: Compensating for access
Another crucial variable affecting humidity stability is the need to access parts inside the desiccator. Each time a door is opened, humidity-laden air, often bearing particles, enters the exposed chamber. Once the door is closed, moisture can migrate from chamber to chamber inside the desiccator, raising the internal relative humidity (RH) throughout the cabinet.

In a typical nitrogen-purged desiccator, the gas enters the chamber at a high level; moisture-laden air sinks and is purged out the bottom.
In a large, multi-chamber enclosure with a single exit bleed valve, it might take 30 min or more to remove this moisture and recover the relative humidity setpoint. If another door is opened during this time, this recovery time will be extended. In fact, during periods of frequent parts access, the desiccator may never attain the humidity setpoint, and parts could be seriously threatened.
These application variables point to the need for an efficient humidity control system. When doors are frequently accessed, a smart purge controller will deliver a high flow to the affected chamber(s), and multiple bleed valves will allow moisture to exit before it can migrate to other chambers.
Which desiccator system is best for my application?
Consider these variables when selecting a desiccator system:
• Humidity requirement. The humidity requirement is the single most important consideration in selecting a desiccator and the associated controls. Extremely low-humidity applications (under 10% RH) generally call for a “smart controller.”
• Access. As discussed above, if you access stored materials frequently, you will need a variable-purge system that can block inrushing air when a door is opened. Access once every few hours probably isn’t a problem, but every 20 to 30 min probably is.
• Nitrogen expense. A smart control system conserves nitrogen and reduces costs by up to 78%.
• Ambient humidity. A desiccator in a humid environment requires a more efficient humidity controller than one in an arid environment. In a dry region, a setpoint of 10% RH probably isn’t a major challenge, but where the humidity levels are much higher, it could be.
• Desiccator material. Plastic is hygrosopic, so moisture will penetrate the wall material, especially with a high gap between the ambient RH and the setpoint RH.
• Desiccator size. Large plastic desiccators typically require more nitrogen, and a more efficient delivery system, than small ones to compensate for the absorption of moisture by the plastic walls. This is particularly true of multi-chamber cabinets, in which humidity levels will vary considerably as doors are opened and closed.
• Static attraction and/or discharge. Any problems associated with static surface charges (that includes cleanliness, since fine dust is hard to control once it acquires a static charge) become much worse at low humidity. Most desiccator manufacturers address these problems with static-dissipative materials (and chamber grounding) and/or ionizing equipment, which removes surface charges. Compared with acrylic material, a static-dissipative PVC enclosure offers significant benefits in contamination control, germ control, and ESD (electro-static discharge) control. (For a detailed discussion, see: www.terrauniversal.com/desiccators-dry-boxes/desiccators-static-control.php.)
Nitrogen-purged desiccators can be a key tool for ensuring that products manufactured in controlled environments retain their quality. Look to expert vendors for help in choosing the best equipment and controls for specific applications.
Nitrogen Conservation in Desiccators
Since nitrogen used for purging desiccators represents an operating expense, it’s important to find the correct balance of efficiency and economy. The amount of nitrogen necessary to attain a relative humidity (RH) setpoint in a desiccator depends not only on the difference between the setpoint and the ambient humidity level, but also on the size of the desiccator, how often employees open access doors, and how long doors are left open.
Fig. 1 indicates nitrogen consumption in a 45 ft3 (1.3 m³) desiccator. To bring the humidity level down to a setpoint value of 10% RH from an initial level of 60% (ambient) at 20°C, 340 ft3 (9.6 m³) of nitrogen were consumed. The curve is based on a high-flow purge of 170 SCFH (ft3/hr) delivered by Terra’s Dual Purge System. In this test case, the Dual Purge System and NitroWatch controller consumed less than 5 SCFH of nitrogen to maintain the setpoint of 10% RH once it had been reached, as long as doors remained closed. (These data represent typical desiccator performance but are not intended as guaranteed values. Actual results may vary, depending on other conditions.)

Fig. 1. Time and N2 necessary to achieve 10% RH in a consumption test. All data: Terra Universal.
Once a setpoint is attained, the humidity inside a desiccator should theoretically remain constant as long as the system is not disturbed. Unfortunately, real-world conditions require humidity monitoring and additional nitrogen purging, for several reasons.
Acrylic, static-dissipative PVC and most other plastics are hygroscopic: They absorb moisture from outside the cabinet and pass it inside. The higher the difference between the external and internal humidity level, and the greater the exposed surface area of the enclosure, the higher the rate at which moisture will enter the chamber — even if it features air-tight seals.
Fig. 2 shows the effects of this osmotic pressure on a large (45 ft3, 1.3 m³) acrylic desiccator. After attaining a setpoint of 15% RH, the internal humidity level gradually rises to 35% (the ambient humidity level during this test) within four hours — even though all seals are 100% functional. In a more humid ambient environment, this humidity rise would be even more dramatic.

Fig. 2. Humidity equilibration in a permeable plastic enclosure over a 4-hr period. The RH within the chamber rose to match the ambient humidity even with doors closed.
To compensate for this % RH rise, a quality controller can provide an economical low-flow purge of about 5 SCFH of nitrogen once the setpoint is attained.
Mike Buckwalter is publications director for Terra Universal, a manufacturer of critical environment applications (www.terrauniversal.com). The company’s product lines include modular cleanrooms, glove boxes, laminar flow benches, desiccators, chambers, and other products.
This article appeared in the February 2013 issue of Controlled Environments.