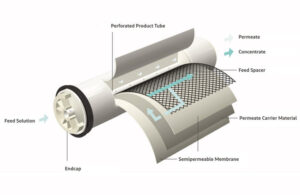
Cutaway view of DuPont’s FilmTec Fortilife XC160 reverse osmosis membrane element. Image: DuPont
DuPont Water Solutions’ FilmTec Fortilife XC160 membrane, a 2025 R&D 100 Award winner in the Mechanical/Materials category, tackles a challenge traditional reverse osmosis can’t: concentrating wastewater streams up to 16% salt. At that salinity, osmotic pressure overwhelms conventional membranes, but the XC160’s underlying technology, developed over a decade and refined while awaiting scale-up, handles it.
“What was particularly exciting for us was that it requires less capital than the alternative, and it saves energy,” said Caleb Funk, R&D Laureate at DuPont Water Solutions in an interview before the R&D 100 gala. “It’s the best of both worlds.”
The membrane targets industrial applications including chemical and petrochemical processing, steel production, power generation, pulp and paper, textiles, and lithium-ion battery manufacturing, sectors facing strict discharge regulations. By operating under ultra-high-pressure conditions, the XC160 enables high water recovery while curbing energy consumption, carbon emissions and operational costs.
The commercialization effort involved at least a half-dozen researchers plus operations and engineering teams who designed new production equipment and troubleshot process modifications for the novel membrane technology. “The enabling technology was invented about 10 years ago. We waited a long time to be able to implement it,” Funk said. “But over that time, we were able to refine it further while we were waiting for our turn to scale up.”