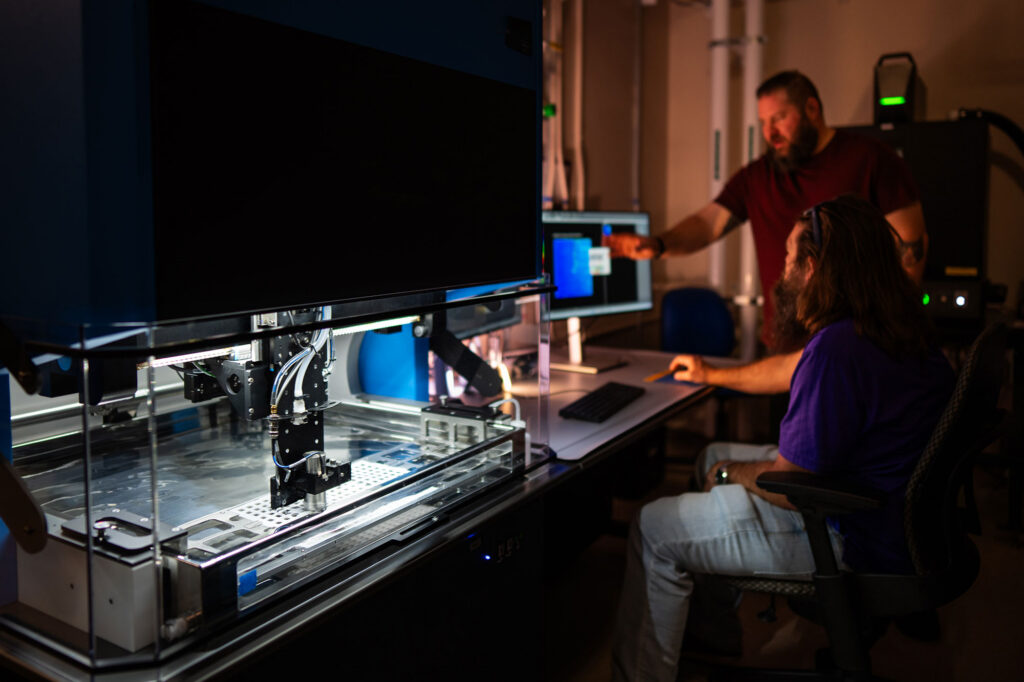
Sandia staff set up a new ultrasonic inspection tool that pairs acoustic imaging with AI-based anomaly detection to inspect ceramic components for nuclear deterrence applications. (Photo by Craig Fritz/Sandia National Laboratories)
At Sandia National Laboratories, inspecting ceramic components destined for nuclear deterrence applications traditionally meant lots of manual work. Inspectors would sit at a microscope for up to an hour per part where they would scan every surface for hairline cracks, chips and voids that could compromise performance.
Training a single operator on the manual process can take one to two years, and fatigue adds another challenge. Sandia process engineer Jesse Adamczyk, who is leading the project, said manual visual inspection processes in industry are often in the ballpark of 80% efficacy. “That’s because people get tired. People make mistakes.”
His team is now deploying an AI-based anomaly detection method alongside new optical and acoustic imaging hardware and a custom web app. The goal is to reduce inspection times from roughly an hour per part to minutes while pushing defect-detection recall above 99%, with human inspectors still reviewing AI-flagged anomalies before final decisions are made. It also has the advantage of never getting fatigued. “You’re just running it, and it runs the inference on these images every 50 to 200 milliseconds, and it just keeps going and going and going,” Adamczyk said.
What Sandia is deploying
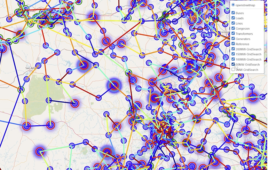
The patch-based anomaly detection approach reflects what Adamczyk described as a pragmatic use of AI. The models analyze images in smaller regions, compare those regions with patterns learned from Sandia’s defect data and flag areas that look unusual. That makes the method well suited to inspection work, where the system needs to surface possible cracks, chips, voids or inclusions for a human operator to verify. In Sandia’s workflow, operators review the raw image and AI-generated anomaly overlay side by side in a web app, then confirm, override or label the finding as needed.
The patch-based algorithms are easy to use. “They don’t have a massive dataset affiliated with them, so they can be deployed locally really quickly,” Adamczyk noted.
Patch-based anomaly detection algorithms are also abundant. “There’s a host of models you can find online that do patch-based anomaly detection. DINOv2, PatchCore were kind of one of the original ones,” Adamczyk said. “These models break the images into a bunch of patches and then train a network on those, and then when a new image comes in, they see if anything is different from those patches.” The related pretrained models can be as small as a gigabyte or so.
While the patch-based algorithms are easy to work with, one of the bigger challenges of doing AI anomaly detection was storing and viewing images, according to Adamczyk. To deal with that hurdle, Sandia developed a web app that has a database backend and a visualization frontend. “It displays the anomaly detection results and the raw images side by side so operators can confirm them,” Adamczyk said. Operators can zoom in and make measurements in the course of work. “They can add image classes, so they can say, ‘This image has a crack in it, I’m going to mark this one as crack,’” he added. The approach also helps Sandia build its AI training datasets for the future.
The AI system works with two complementary imaging methods. Optical inspection captures surface-level detail, penetrating only a few microns into the ceramic material. Acoustic imaging goes deeper. “The acoustic data gives us subsurface defect detection,” Adamczyk said. It can penetrate the entire material and detect cracks, voids and other flaws that would be invisible to optical means alone.
Human-in-the-loop workflow

A Sandia technician reviews a scanned image of a ceramic billet at her desktop. In the new workflow, operators review raw images alongside AI-generated anomaly overlays in a web app, with results sorted by anomaly score so the most likely defects surface first. (Photo by Craig Fritz/Sandia National Laboratories)
The system also changes the order in which inspectors encounter problems. Rather than spending 45 minutes scanning every surface of a part only to find a defect on the last side, the web app sorts results by anomaly score, surfacing the most likely defects first. An inspector can look at the top-ranked finding and make a reject-or-pass decision immediately.
“We’re not just giving full trust to the AI yet,” Adamczyk said. “We’re doing an AI-augmented inspection process.” Operators review raw images and anomaly overlays side by side, and can confirm or override the AI’s calls. Even with that human review layer, Adamczyk said the process is far faster and easier than the old method. “They’re looking at screens instead of looking through a microscope at tiny, tiny features.”
The human always has final say. In ambiguous cases, where neither the AI nor the operator can determine what a flagged anomaly is, the part gets pulled from the line for manual examination or engineering review.
Training time drops from as long as two years for the manual process to roughly a week on the new system. And Adamczyk said operators have been enthusiastic. “Every time we do a trial, new software, new web app, they’re like, ‘Oh, you’re going to save our eyes here. This is great.’”
Rare defects and validation data
A technician at Sandia manually inspects a ceramic component using a small wand of light and a microscope, a process that can take up to an hour per part and one to two years to learn. The lab’s new AI system reduces training time to roughly a week. (Photo by Craig Fritz/Sandia National Laboratories)
Common defects like chips, cracks and voids from machining or processing damage give the team enough training examples to work with. The harder problem is uncommon defects, things like discoloration or inclusions from upstream processing that might appear once in a thousand parts or less.
To build validation data for those rare cases, the team takes a direct approach. “In some cases, we are just taking a part and hitting it with a hammer or something like that, or taking a part and putting marks on it,” Adamczyk said. He acknowledged that synthetic data generation is a potential option, but at present, “it’s a little easier for us to just make them ourselves,” he said.
The future
Adamczyk’s team is now working to extend the system beyond Sandia. The challenge is deployment: each DOE site has different database infrastructure and IT setups. To bridge those gaps, the team is partnering with the Genesis Mission, a DOE initiative launched by executive order in November 2025 that connects national laboratory supercomputers, AI systems and advanced scientific instruments across the department’s 17 labs. The goal is to make the inspection platform accessible as a shared tool across sites.
Longer term, Adamczyk sees the broader trajectory pointing toward full automation. “I think there is a push to eventually get the human out of the loop. I could see years down the road, once we’re really comfortable with AI and getting really good results, things are really consistent, we’re not having defects pass through, then we could reevaluate the process and see: do we still need the human in the loop? Can we just start trusting the AI? I think that is overall the future.”