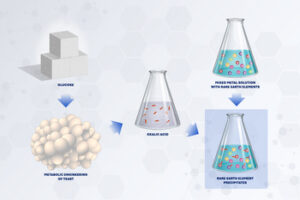
Researchers from Lawrence Livermore National Laboratory (LLNL), the University of Illinois Urbana-Champaign and the University of Kentucky established a microbial platform that produces oxalic acid and purifies rare-earth elements. They published their findings in Nature Communications.
Credit: LLNL
The current process for refining rare-earth elements is complex and intensive. The supply chain is dominated by China, as is the oxalic acid needed for the separation and purification stages. The new program marks a step toward a U.S. supply chain for rare-earth element recovery.
Genetic enhancements solve bottlenecks
The researchers chose the Issatchenkia orientalis strain of yeast because it can grow across a broad pH range, from 1.5 to 6.0. Rare earth element recovery from ores requires acidic conditions, making a direct-use-of-fermentation-broth approach feasible. This also avoids the need for pH-neutralizing agents, which in conventional systems account for over 60% of total production costs.
To engineer the final strain, the team built up genetic modifications iteratively, each targeting a specific bottleneck. They first introduced the oxaloacetate cleavage pathway via the Pcoah gene, then added pyruvate carboxylase (PYC) to push more precursor toward oxalic acid production. After testing three oxalate transporters and selecting HbOT2 for export, they knocked out the glycerol-producing GPD gene to eliminate the main byproduct, overexpressed pyruvate kinase to enhance carbon flux, and finally knocked out g4567 to rebalance glycolysis and respiration — each step measurably increasing the final oxalic acid titer.
“What makes this collaboration especially powerful is that it tackles two supply-chain challenges at once — rare-earth elements and oxalic acid, a critical processing chemical in its own right,” said LLNL scientist and author Yongqin Jiao. “By directly coupling microbial production with rare-earth element recovery and validation, our teams demonstrated a new, integrated pathway for strengthening domestic critical materials supply chains.”
Oxalic acid binds to rare earth elements and selectively transforms them from a solution to a solid, separating them from waste metals like zinc, which stay dissolved in the solution. Few companies in the U.S. make oxalic acid, and it can take up to six months of lead time to receive an order.
Validating the Process
The team at LLNL identified this bottleneck and discussed it with colleagues at Illinois, who have been working with engineered yeast strains to produce similar products, to explore potential U.S.-based bioengineered alternatives.
“Engineering a low-pH tolerant yeast Issatchenkia orientalis for oxalic acid production has greatly simplified the biomanufacturing process and made the entire rare-earth element recovery process potentially economically viable,” said Illinois professor and corresponding author Huimin Zhao. “By leveraging our expertise in metabolic engineering of this low-pH tolerant yeast for organic acid production, we were able to quickly create a yeast strain capable of producing approximately 40 grams per liter of oxalic acid and use the fermentation broth directly for rare-earth element precipitation with over 99% efficiency.”
The University of Kentucky researchers processed allanite ore to produce a leachate solution containing rare-earth elements, providing a realistic test substrate for the microbial platform. Allanite is a REE-bearing silicate found in mineable quantities across multiple regions, including a large deposit in Wyoming, that has not yet been industrially exploited for REEs. The scientists at LLNL quantified and characterized how the oxalic acid performed compared to chemically-produced acid. They found it comparable in every way at separating the rare earth elements.
The platform also cuts out a potentially costly process: extracting the oxalic acid from the spent media after the yeast grow and secrete it. After removing the yeast, the rest of the solution mixes directly with the ore leachate solution containing rare-earth elements. This results in rare-earth precipitation and purification and newly acid-free growth media that can be reused.
“This work is a great example of what becomes possible when synthetic biology and chemical process engineering are tightly integrated,” said LLNL scientist and author Dan Park. “Illinois’ metabolic engineering expertise and LLNL’s rare-earth separation and validation capabilities came together as a truly multidisciplinary team, enabling an end-to-end solution — from biological production to materials recovery.”
Economics and Environmental Impact
The techno-economic analysis (TEA) modeled a full 127,000 metric tons per year facility using sugarcane as feedstock. The baseline minimum selling price was $1.79 per kg, which is within the market price range of $0.75 to $3.00 per kg. The carbon intensity of the process was -1.24 kg CO2e per kg due to excess electricity generation from sugarcane bagasse. Comparatively, fossil-based oxalic acid has a carbon intensity of 10.6 to 11.0 kg CO2e per kg.
While the bio-based oxalic acid excels in the rare-earth separation process, the yeast currently yields a small amount of acid compared to the sugar it consumes. The current yield is 0.18 g oxalic acid per gram of glucose. Increasing this to 0.24 g/g, a 33% improvement, would cut the minimum selling price by 7.8%, to $1.65/kg. A fivefold productivity increase would drop it another 14%. To make the entire process more commercially viable, that yield will need to increase. The team is currently working on solving these challenges.